

深圳橡胶制品厂生产铁路机床液压系统装置时需要如图1所示制动橡胶皮碗。如果采用在底模上用仿形铣铣出六个凸出部分的方法模具制造成本高,而且不能保证六个凸出的均匀性,表面粗糙度也达不到要求。如果采用冷挤压技术,先用高强度的合金工具钢制出凸模,再在压力机上用凸模在较软的材料上压制出底模,这种适应于大批量生产。针对我厂单件小批量生产,设计如下模具。
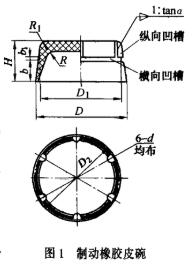
图样要求:成形后尺寸准确,表面粗糙度低,不能有毛刺。
模具设计的关键:六条纵向凹槽和一条横向凹槽。
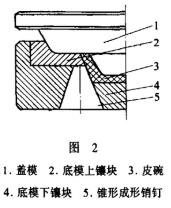
1、模具结构设计
我们用了六个锥形销钉和一块镶块,整个模具用45钢制造,模具结构如图2。
2、原理分析
(1)镶块和锥形成形销钉紧在底模套上。
(2)镶块与底模套用H7/u6过盈配合。
(3)锥形成形销钉与底模套之间的配合也是压紧配合,而且底模套上的锥孔应经过铰孔,保证销钉的配合质量。
(4)成形销钉的锥顶角不能太大,太大了销钉不能自销,容易松动产生溢胶。如图3所示。
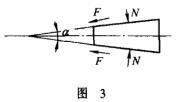
成形销钉在锥孔中不滑出(自销)条件为:
a<θ₁+θ₂
2Fcosa/2≥2Nsina/2
即Fcosa/2≥Nsina/2
tana/2≤F/N
F=fN
tana/2≤f
式中F——成形销钉与底模锥孔之间的摩擦力
N——底模对成形销钉锥面的正压力
a——锥顶角
θ——摩擦角
f——摩擦系数,一般f=0.16~0.30
f代入上式,得tana/2≤0.16~0.30
a≤18°~32°
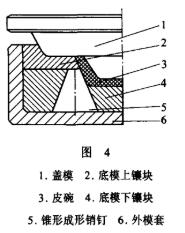
考虑到成形销钉的工作条件,即在硫化装胶时,必然要受到一个向下的推力;另外在模具加工制造时,很难保证成形销钉的锥面各底模套锥孔面之间的完全配合,所以成型销钉的锥顶角最好不要超过18°,如果某些大锥角的总泵皮碗超过了18°的锥角,就要改成图4的结构,用外模套来紧固成形销钉。
3、使用效果
设计的模具制造完成后,一次性试模合格,而且橡胶皮碗表面光滑,无毛刺。零件生产质量稳定、可靠,生产效率得到较大的提高。此皮碗不仅可以运用在铁路机床液压装置中,还可以推广到其他小批量生产液压装置中。




